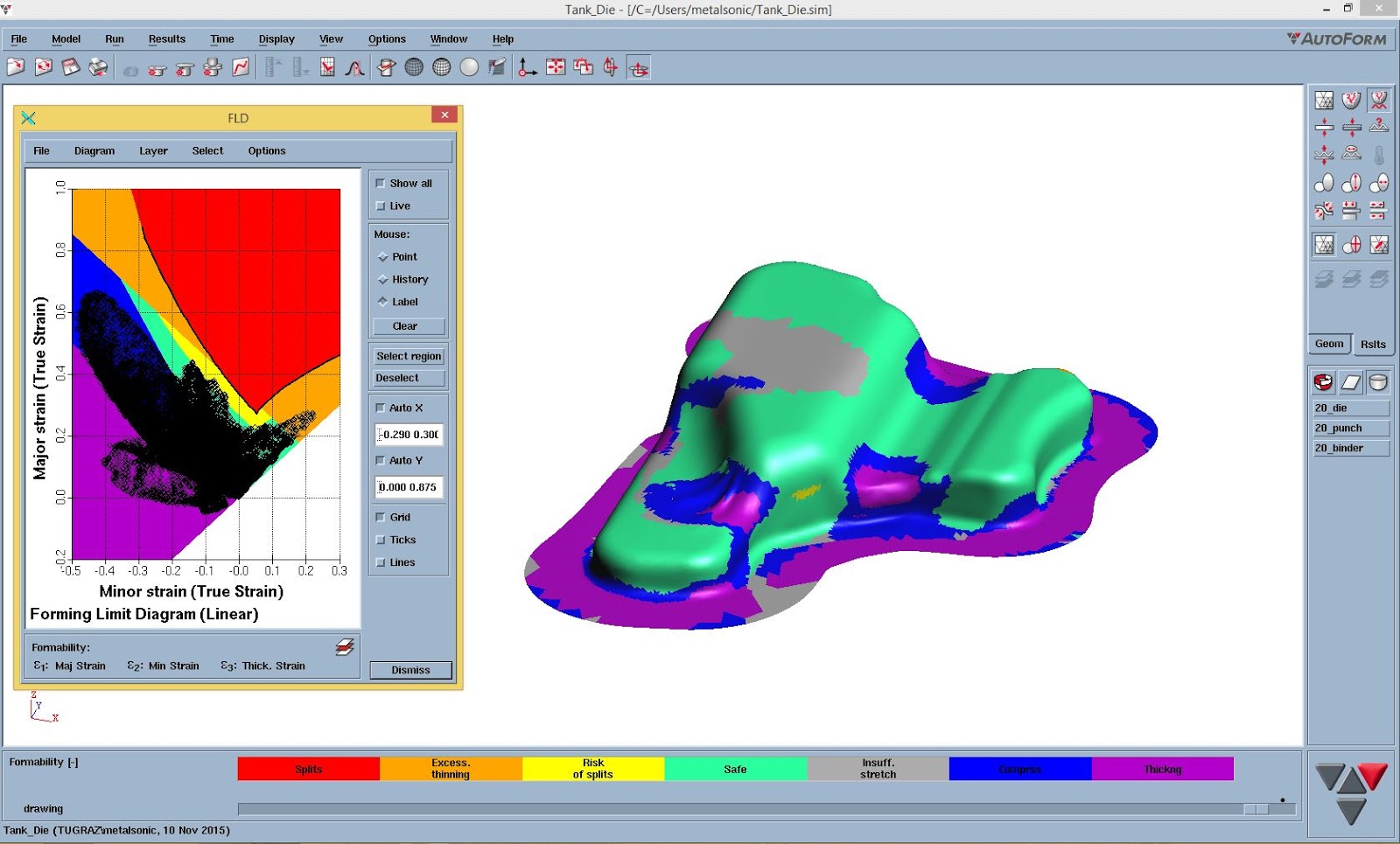
In one of the class at TU Graz, I learned using a Swizz software called Autoform. The software is expensive but very useful tool. You define your Die, Punch, and Blank by loading your CAD software files, and then define certain properties regarding them in various options in software. The software is easy to use. After pre processing process, the solver makes the calculations for about 5 minutes to reach post processing, and you can then get required simulation of entire deep drawing process. The meshing is automatically generated, and is not very precise as forming processes simulation does not require very fine meshing. You can see the video above, of Simulation I did in Autoform and the important pictures from the simulation process that you can understand just by watching the pictures.